Limpieza por sobredosificación de floculante en circuitos de agua de mina: qué deben documentar los proveedores
La sobredosificación de floculante no es solo un problema del espesador. En los circuitos de agua de mina, el exceso de polímero puede desplazarse por los circuitos de recirculación, unir partículas finas en ubicaciones no deseadas, aumentar la resistencia a la filtración, desestabilizar las condiciones de flotación y dejar películas orgánicas persistentes en cribas, canaletas, tuberías y telas filtrantes.
Para un proveedor de químicos de proceso minero, el riesgo comercial es claro: un cliente llama por “agua mala”, “sólidos pegajosos”, “problemas de espuma” o “cegamiento de filtros”, y la causa raíz puede estar entre la selección del polímero, el control de dosificación, la química del agua y las interacciones con reactivos aguas abajo.
StrataFlux apoya a proveedores que necesitan opciones de limpieza enzimática listas para campo en circuitos de agua de minería. Como proveedor de enzimas para químicos de proceso minero, nos enfocamos en compatibilidad práctica, diseño de pruebas y documentación que ayude a los equipos de ventas técnicas a pasar de la respuesta a quejas a una intervención controlada.
Por qué la sobredosificación de polímero se convierte en un problema aguas abajo
Los floculantes están diseñados para formar puentes entre partículas y mejorar la sedimentación o la clarificación. Cuando la dosis supera la demanda del circuito, el polímero residual puede permanecer en solución o desplazarse con sólidos arrastrados. Ese arrastre puede generar síntomas operativos lejos del punto original de dosificación.
Las quejas habituales desde la perspectiva del proveedor incluyen:
- Rebose del espesador que se vuelve turbio, filamentoso o propenso a espuma
- Agua de retorno que afecta la textura de la espuma de flotación o la movilidad de las burbujas
- Líneas de pulpa que desarrollan depósitos orgánicos pegajosos
- Tela filtrante con cegamiento rápido después de un cambio de dosis
- Cribas, aspersores y canaletas que acumulan finos gelatinosos
- Agua de clarificador o estanque con sedimentación secundaria lenta
- Calidad del agua reciclada de relaves que cambia tras modificaciones en la mezcla de mineral
El objetivo no es culpar primero al polímero. El objetivo es documentar si el circuito está transportando exceso de polímero orgánico, si el polímero está interactuando con finos u otros reactivos, y si un coadyuvante de limpieza enzimática tiene un papel definido.
Lista de verificación para proveedores: qué documentar antes de recomendar química de limpieza
1. Mapear el circuito antes y después del evento de sobredosificación
Comience con el recorrido real del agua y la pulpa, no solo con el plano de diseño. Documente dónde se agrega el floculante, hacia dónde reporta el rebose, qué corrientes se reciclan y qué operaciones unitarias aguas abajo presentaron cambios de desempeño.
Registre:
- Ubicación de preparación del polímero y ruta de transferencia
- Punto de dosificación, condición de la lanza de inyección y energía de mezcla
- Configuración del espesador, clarificador, estanque o sistema de pasta
- Destinos del agua recuperada, especialmente flotación, molienda, lixiviación y filtración
- Cualquier derivación, manguera temporal o cambio operativo de emergencia
- Tiempo entre el cambio de dosis y el síntoma aguas abajo
Esto permite establecer si el problema es una descarga puntual, una sobredosificación continua o un problema de circulación en el que el polímero residual vuelve a entrar al proceso de forma repetida.
2. Registrar el entorno del polímero y los co-reactivos
El comportamiento de una sobredosis de polímero depende del tipo de polímero y de la química que lo rodea. Una recomendación de limpieza debe construirse alrededor del entorno real de reactivos.
Documente:
- Carácter de carga, forma y aplicación prevista del polímero
- Calidad de preparación y condición de hidratación
- Coagulantes, modificadores de pH, colectores, espumantes, depresores, dispersantes, antiincrustantes, biocidas y oxidantes en la misma ruta de agua
- Contacto con corrientes ácidas, alcalinas, salinas, con cianuro o con alto contenido de sulfatos
- Cambios conocidos de reactivos realizados durante la misma ventana operativa
- Si la mina cambió la mezcla de mineral, el contenido de arcillas o la carga de finos
Para opciones enzimáticas, la evaluación de compatibilidad es esencial. StrataFlux evalúa el entorno probable de exposición para que la química de limpieza no se posicione donde será neutralizada, sometida a estrés excesivo o aplicada de forma comercialmente inadecuada.
3. Separar la sobredosificación de una falla de preparación
Una dosis alta de polímero no es la única causa de arrastre pegajoso. Un polímero mal hidratado, ojos de pez, solución envejecida, contaminación o daño por cizalla pueden generar síntomas similares a una sobredosificación.
Preguntas de campo para incluir en su informe:
- ¿La solución de polímero presentaba geles, grumos o filamentos antes de la inyección?
- ¿La calidad del agua de preparación se mantuvo estable?
- ¿La solución envejeció más allá de la práctica normal del sitio?
- ¿Se cambiaron bombas de transferencia, eductores o mezcladores?
- ¿Se calibró la bomba dosificadora después de la queja?
- ¿Hubo deriva en la señal de control, el ajuste de carrera o el caudal de agua de dilución?
Si la causa principal es una falla de preparación, el plan de limpieza puede necesitar abordar depósitos y arrastre residual mientras la corrección primaria sigue siendo mecánica o procedimental.
4. Identificar dónde el polímero está generando pérdida de valor
No todo evento de sobredosificación requiere intervención enzimática. Un proveedor debe priorizar los circuitos donde el polímero residual está generando costos operativos medibles, conflicto con reactivos o tiempo de inactividad para el cliente.
Objetivos de alto valor incluyen:
- Soporte a flotación: el agua recuperada que transporta polímero residual hacia flotación puede cambiar la movilidad de la espuma, el comportamiento de arrastre y la respuesta superficial. Registre si los síntomas siguen la ruta del agua de retorno.
- Optimización de lixiviación: el arrastre orgánico hacia la preparación de lixiviación o el manejo de soluciones de lixiviación en pilas puede alterar la humectación, el movimiento de finos, el comportamiento de estanques o la filtración aguas arriba de la gestión de soluciones.
- Acondicionamiento de pulpas: el agua rica en polímero puede aumentar la viscosidad, promover aglomerados pegajosos o interferir con la química de acondicionamiento aguas abajo.
- Soporte al tratamiento de relaves: la sobredosificación puede afectar la liberación de agua, el comportamiento de playa, la claridad del estanque y la estabilidad del agua recuperada.
- Filtración y cribado: el polímero residual y los sólidos finos pueden formar películas que reducen el rendimiento y aumentan la frecuencia de lavado.
Los casos de prueba más sólidos conectan la opción de limpieza con el dolor operativo de la planta: restricción de rendimiento, pérdida de claridad del agua, interferencia con reactivos, carga de mantenimiento o riesgo para la recuperación.
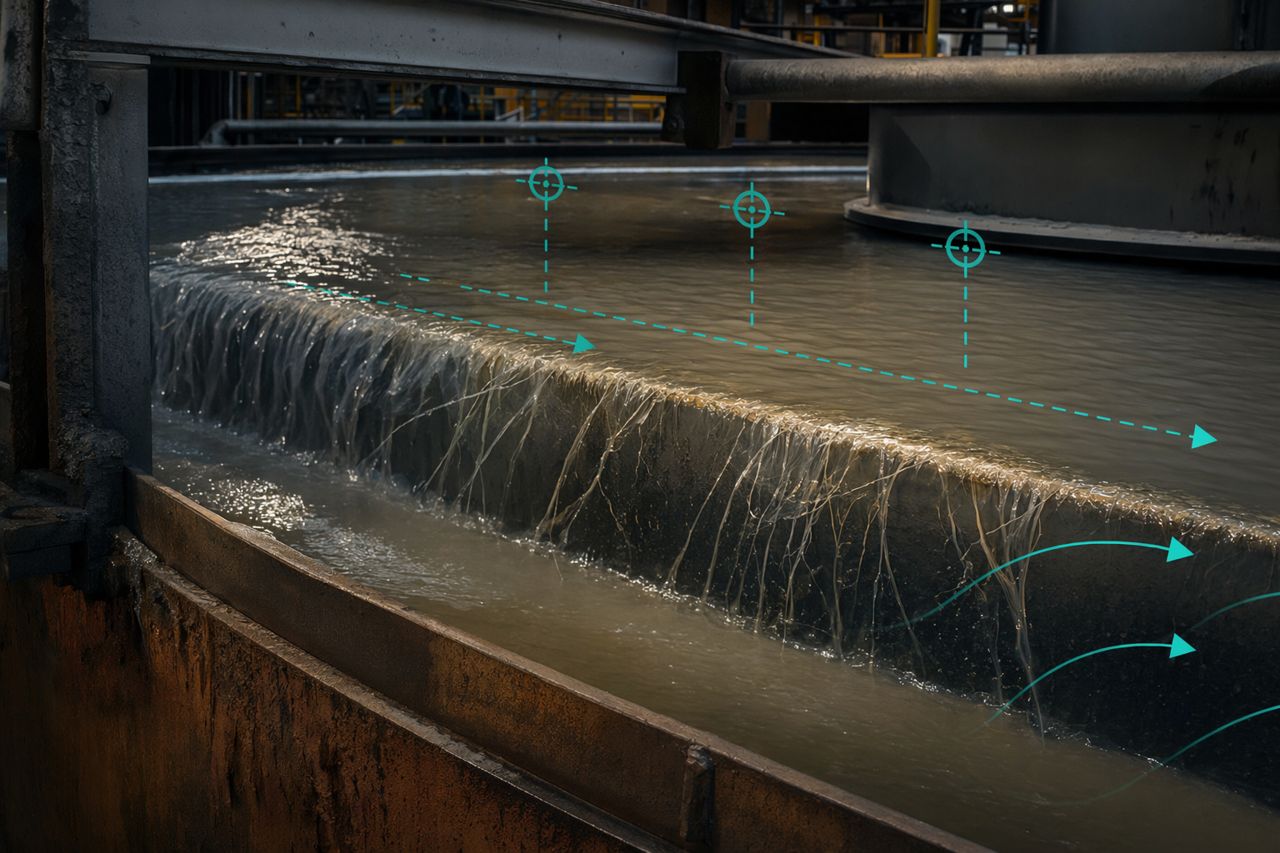
Indicadores visuales que conviene fotografiar
Su archivo de campo debe incluir evidencia visual. Siempre que sea posible, fotografíe la misma ubicación antes, durante y después de la acción correctiva.
Elementos visuales útiles incluyen:
- Condición del rebose del espesador, feedwell y canaleta
- Estructura del flóculo en un recipiente transparente de muestra
- Espuma, filamentos o películas superficiales en el agua de retorno
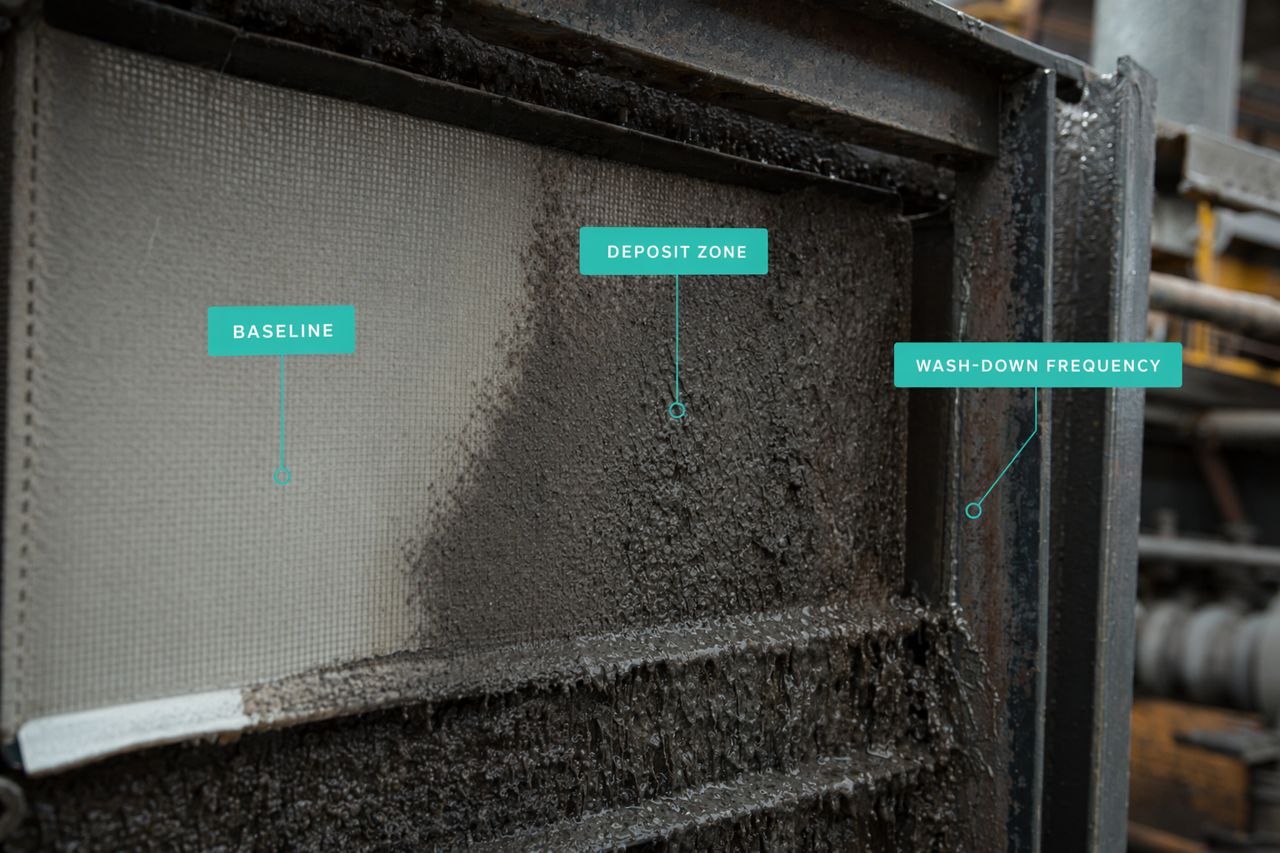
- Condición de la tela filtrante antes del lavado
- Cegamiento de cribas o ensuciamiento de boquillas de aspersión
- Depósitos en tramos de tubería, válvulas o bombas durante mantenimiento
- Muestras sedimentadas lado a lado de corrientes afectadas y no afectadas
Las fotografías ayudan a un gerente de ventas técnicas a explicar el problema internamente, alinearse con operaciones de la mina y justificar una prueba de limpieza estructurada en lugar de una adición química improvisada.
Diseño de prueba: qué debe incluir una evaluación de limpieza controlada
Una prueba de limpieza nunca debe comenzar con “agregar producto y observar”. Los proveedores necesitan una línea base controlada, criterios de evaluación definidos y una condición de detención.
Línea base antes del tratamiento
Documente primero la condición operativa corregida. Si la dosis de floculante sigue siendo excesiva, la química de limpieza puede solo enmascarar el problema real.
Elementos de línea base:
- Ajuste actual de dosis de polímero y corrección realizada
- Ruta del agua y estado de recirculación
- Nivel visual de arrastre
- Comportamiento de sedimentación
- Resistencia a la filtración o frecuencia de lavado
- Estabilidad de la espuma donde el agua recuperada entra a flotación
- Tasa de recurrencia de depósitos en superficies problemáticas
- Cualquier restricción del cliente respecto a pH, temperatura, metales, salinidad o exclusiones de reactivos
Ventana de tratamiento
Defina dónde el coadyuvante de limpieza entrará en contacto con la corriente problemática y por cuánto tiempo la mina puede mantener condiciones estables.
Documente:
- Corriente objetivo y motivo de selección
- Tiempo de residencia esperado antes del impacto aguas abajo
- Condición de mezcla y limitaciones de acceso
- Rango de temperatura y pH durante la prueba
- Co-reactivos presentes durante la exposición
- Puntos de muestreo planificados antes y después del tratamiento
- Eventos operativos que podrían invalidar la comparación, como cambio de mezcla de mineral o parada de planta
Criterios de evaluación
Elija criterios que el cliente ya reconozca. En la mayoría de los circuitos de agua de mina, los criterios prácticos resultan más persuasivos que un lenguaje complejo de laboratorio.
Controle:
- Reducción de filamentos, películas o arrastre gelatinoso visibles
- Mejora del perfil de sedimentación o del aspecto del rebose
- Menor frecuencia de cegamiento de telas filtrantes o lavado de cribas
- Mejor manejo del agua de retorno en flotación o acondicionamiento de pulpas
- Reducción de formación de depósitos en puntos de ensuciamiento conocidos
- Ausencia de nuevas interacciones negativas con colectores, espumantes, depresores, química de lixiviación o química de tratamiento de relaves
Aquí es donde StrataFlux aporta valor: ayudamos a los proveedores a definir una prueba de limpieza enzimática que se ajuste al circuito y a la realidad operativa del cliente.
Señales de compatibilidad para productos de limpieza enzimática
Las soluciones enzimáticas pueden ser útiles cuando un proveedor necesita un coadyuvante de limpieza orgánica dirigido, pero deben ajustarse al entorno del proceso. Los circuitos mineros no son sistemas de agua benignos. Salinidad, pH, temperatura, metales, sólidos suspendidos, oxidantes y mezclas de reactivos son factores relevantes.
Al analizar una opción de StrataFlux, proporcione:
- Rango de pH y rango de temperatura del circuito
- Fuente de agua y porcentaje de recirculación
- Familia del polímero y ubicación aproximada de exposición
- Contacto con oxidantes, biocidas, ácido fuerte, álcali fuerte o corrientes con cianuro
- Presencia de reactivos de flotación, reactivos de lixiviación, productos de control de incrustaciones o antiespumantes
- Si el objetivo del tratamiento es clarificación de agua, limpieza de superficies, reducción de depósitos o reducción de interferencias aguas abajo
No posicionamos la limpieza enzimática como sustituto de una correcta selección de floculante, disciplina de preparación o control de dosificación. Se considera mejor cuando el polímero residual y el ensuciamiento orgánico permanecen después de identificar y corregir la causa primaria.
Documentación comercial que deben conservar los proveedores
Una buena respuesta de campo protege la relación y respalda ventas repetibles. Su informe debe ser conciso, visual y orientado a decisiones.
Incluya:
- Sitio del cliente, circuito, fecha y contexto operativo
- Descripción de la queja en palabras del cliente
- Lista de reactivos y cambios recientes
- Notas de inspección del sistema de polímero
- Mapa de rutas de agua y pulpa
- Fotos de síntomas y puntos de prueba
- Observaciones de línea base antes del tratamiento de limpieza
- Condiciones y restricciones de la prueba
- Observaciones de desempeño vinculadas al valor para la planta
- Notas de compatibilidad y cualquier exclusión
- Recomendación de seguimiento, escalamiento o descarte
Este registro ayuda a sus equipos de ventas, servicio técnico y formulación a evitar repetir supuestos entre distintos sitios.
Cuándo incorporar a StrataFlux en la conversación
Incorpore a StrataFlux cuando el cliente haya corregido el problema evidente de dosificación o preparación, pero el arrastre de polímero residual, los depósitos pegajosos o la interferencia con reactivos aguas abajo sigan generando costos.
Escenarios adecuados incluyen:
- Un proveedor necesita un coadyuvante de limpieza enzimática para una corriente definida de agua de mina
- El arrastre de polímero está afectando el soporte a flotación, la filtración, el acondicionamiento de pulpas, la preparación para lixiviación o la gestión de agua de relaves
- El cliente requiere una revisión de compatibilidad antes de que cualquier química adicional entre al circuito
- El proveedor desea un protocolo de prueba estructurado y lenguaje técnico para el equipo metalúrgico o de procesos de la mina
- La aplicación necesita orientación robusta y consciente de las condiciones de campo, en lugar de un posicionamiento genérico de tratamiento de aguas residuales
Solicitar una cotización
Si está evaluando la limpieza por sobredosificación de floculante para un cliente minero, envíe a StrataFlux las notas del circuito, el contexto del polímero, el rango de química del agua, fotos de los síntomas y el objetivo de la prueba.
Solicite una cotización mediante el formulario del sitio y nuestro equipo técnico revisará el ajuste de la aplicación, las consideraciones de compatibilidad y el siguiente paso recomendado.